激光熔覆技术是指利用高能密度的激光束照射熔池,使其温度达到过饱和状态,使熔池中的元素形成枝晶或其他非晶态物质,并以极高速度向熔池表面流动并熔覆在工件表面形成一层具有一定厚度和性能的新的金属层。与传统的堆焊、电镀相比,激光熔覆技术具有很多独特优势。
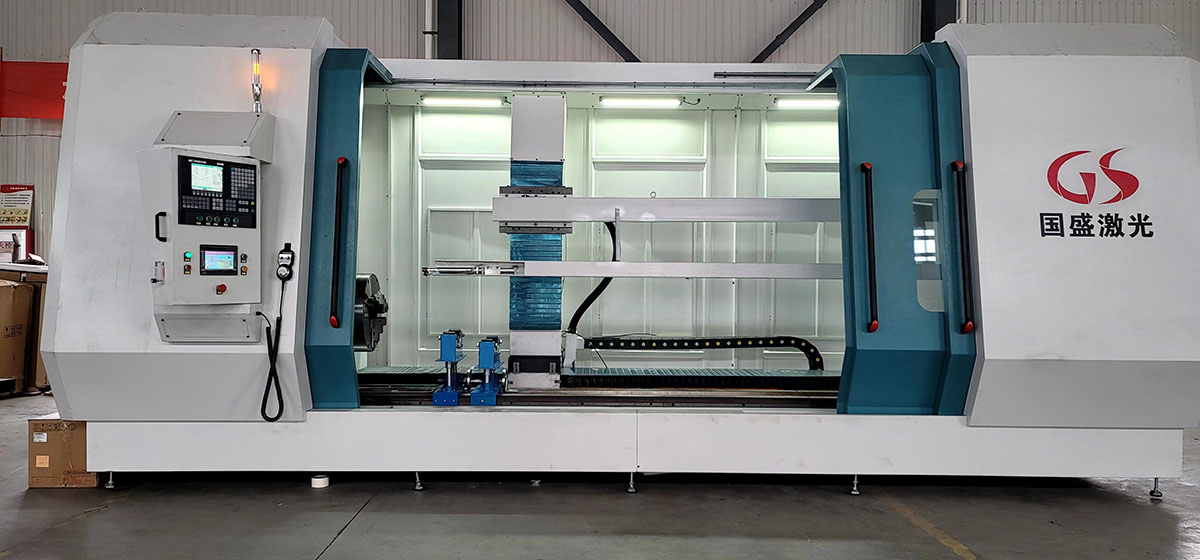
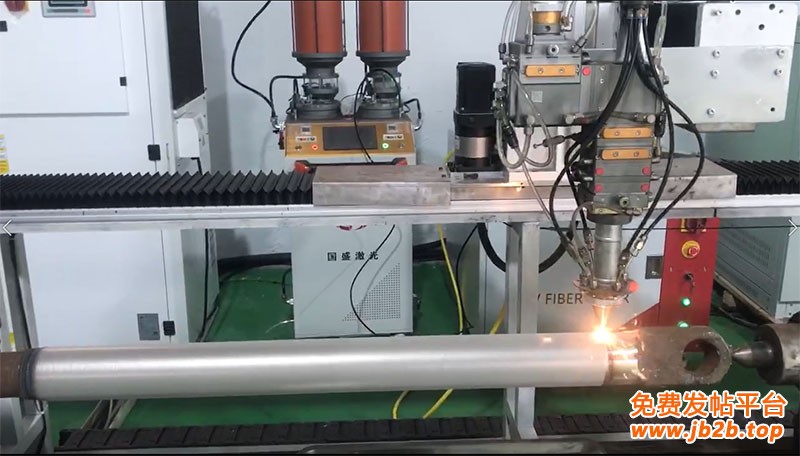
高功率激光熔覆(HWS-WFJ)是利用大功率光纤激光器在金属基体上制备熔覆层的一种新型工艺,其特点是不受零件几何形状限制,能制造形状复杂、尺寸较大和形状不规则工件表面,适合于制备尺寸大、形状复杂而又对性能有特殊要求的零件。
根据热源不同激光熔覆可分为下面两种:
一种是以光纤激光器为热源的激光熔覆技术,又称“激光束增材制造”。该方法主要用于表面强化,以满足修复、再制造等实际应用中的性能要求,在不锈钢、铜及铜合金、铝及铝合金等多种金属材料上实现表面改性和再制造;
另一种是以高功率半导体激光器为热源的激光熔覆技术,该方法主要用于改善特殊材料(如陶瓷、纳米材料)表面性能,如高温合金、陶瓷基复合材料等。
激光熔覆技术是利用高能密度的激光束照射到工件表面,使工件表面达到过饱和状态后通过快速熔化、膨胀、凝固、冷却实现修复与再制造的过程。
根据用料不同激光熔覆主要分为:金属激光熔覆和复合材料激光熔覆。
金属激光熔覆
激光熔覆是通过激光熔覆材料、热源和冷却方式将材料表面均匀的覆盖于工件表面,实现其功能性的再制造过程。其本质是利用高功率密度的激光束使金属熔覆在工件表面形成一层具有一定厚度和性能的新的金属层。
激光熔覆在冶金原理上是激光诱导熔池中元素发生重结晶,使熔池凝固成体积不变而内部发生凝固,实现了冶金结合。同时,激光熔覆较大程度地保留了母材性能,保证工件基本不变,采用一种材料获得多个不同性能的工件。而传统工艺则是以不同母材或零件为原材料,根据工件要求选择合适的材料并进行冶金结合从而达到表面强化。
复合材料激光熔覆是指采用与工件材料具有相同或相似性能的功能材料(如陶瓷、纳米材料等),在工件表面熔覆一层与被保护表面具有相同性能的材料。
根据熔覆成分可以将复合材料激光熔覆分为:陶瓷激光熔覆和金属激光熔覆。
目前,由于陶瓷与金属材料性能的差异性,一般以金属激光熔覆为主。
采用半导体激光器对陶瓷基复合材料进行激光熔覆时,当激光功率密度较大时(一般超过200 kW/cm2),金属基体和功能层之间的热应力会引起熔化和凝固的不均匀,导致熔覆层出现裂纹;而当功率密度较小时(一般不超过30 kW/cm2),可以实现精确的熔敷。