发货:3天内
发送询价
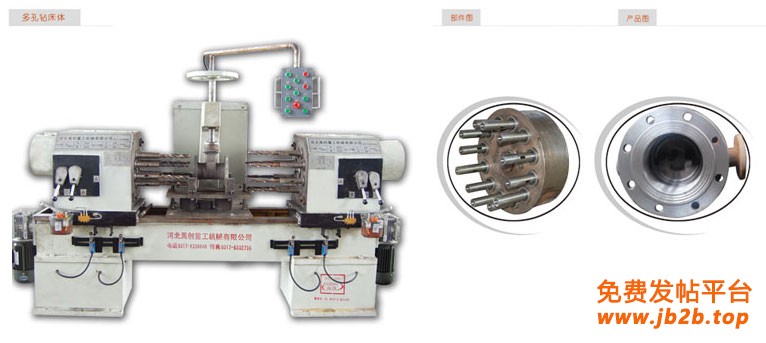
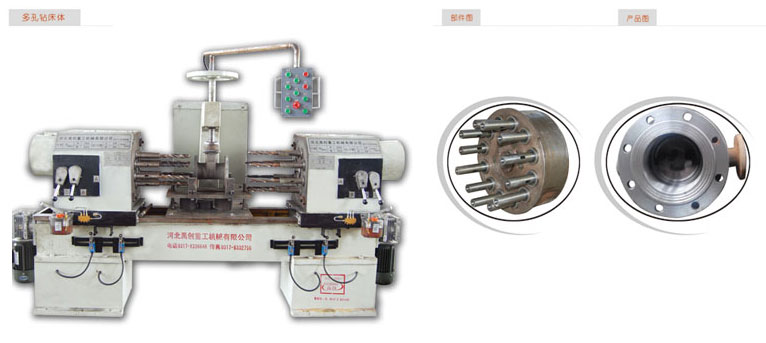
阀门多孔钻床优点:1、加工效率高:在加工过程中机床采取动力头同时工作的方式可以在同一时间内完成阀体的钻孔工序。所需时间在1-2分钟。
2、减少人工:传统钻孔要使用模具一个孔一个孔的加工,浪费时间,本机床可以同时加工两个面的多个孔,提 ,并且在操作时可以采用一个同时操作两台机床的方式。
3、阀门专用多孔钻床适用于各种阀门管件:机床可以加工两法兰面在同一轴线上的任何阀体、单独加工中口的阀体。
4、加工尺寸统一性高:调整完成后不用二次调整,只需把阀体放到工装上压紧即可进行钻孔。
5、操作简便:本机床操作简单,有无经验者一学即会。
 阀门专机的发展史跟系统硬件组成机构
阀门专机的发展史跟系统硬件组成机构其一、阀门机床的发展史
我国阀门双面机床产业的发展一直受到经济状况、数控技术发展水平与扶持政策的制定等三大因素的影响。
直到1965年,我国才开始研制晶体管元件的数控系统。
20世纪80年代,我国在改革开放政策的影响下,分别从日本、美国等国引进了部分数控系统和直流伺服电动机、直流主轴电机技术及一些基础功能部件,经过消化吸收,将机床进行了国产商品化生产,促进了我国阀门机床的发展。
1995年以后,我国的阀门机床在技术水平、质量、品种等方面有了新的发展。一些较高层次的阀门机床,如五轴联动阀门机床,也已经研制出了样机。
现在,我国机床经历了几十年的发展之后,积吸收的资源,在中低端机床已经有了自己的机床产业体系,在机床方面也有了质的进步。
其二、阀门机床电气控制系统硬件组成机构
阀门机床由机械部分、上下位机软件和硬件电路这3个不可少的部分组合而成。占整个机床核心部分的就是数控装置,主要体现就是数字控制方式得到了很好的应用。通常情况下,PLC阀门专机分为两个大类:一类是内装型的PLC,这种装置在设计中能够好的体现阀门机床的控制顺序;二类是单独的PLC,这种系统在软件和硬件方面都比较齐全,而且,在阀门机床以及控制领域都能很好的体现,因此,二类装置在生产过程中加容易被应用。
在电气控制系统中硬件部分也不容忽视,主要由机械手自动换刀、断刀检测和检测等。
1、机械手自动换刀
机械手自动换刀其在生产过程中能够起到提高阀门机床工作效率的作用,在应用过程中主要的工作原理就是利用控制电动阀的开关实现机械臂以及刀具的夹紧功能,然后实现机械手的伸展、收回以及松开,自动完成换刀的动作。
2、断刀检测
在电气系统运行过程中,断刀检测系统的主要核心部分就是利用光纤传感器,在生产加工过程中,刀具在长时间的使用过程中会出现磨损的问题,在情况比较严重的时候会出现刀具断裂的情况。为了好的提高加工的效率,在生产过程中要对刀具的使用情况进行检测,在刀具出现严重磨损的情况下,机床要能够自动换刀,对生产效率不会产生任何的影响。
3、检测
在换刀过程中,主要是对主轴夹紧位置的机械手,或者是人工对刀具进行的检测,不论采用何种方式,在对刀具进行检测时,都要使用相关的检测工具来进行实现。
河北禹创重工机械有限公司(http://www.hbyc982.com)是一家集科研开发生产各种多孔钻床的公司。三面车床、双面数控镗车床、硬密封闸阀专用机床设备销往浙江、江苏、上海、安徽、河南、河北、天津、辽宁等地。