
发货:3天内
发送询价
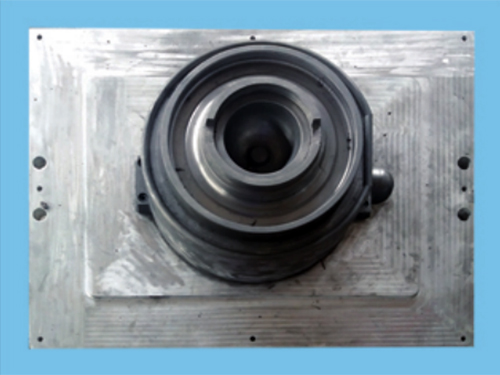
铸造模具是指为了获得零件的结构外形,预先用其他轻易成型的材料做成零件的结构外形,然后再在砂型中放入模具,于是砂型中就形成了一个和零件结构尺寸一样的空腔,再在该空腔中浇注流动性液体,该液体冷却凝固之后就能形成和模具外形结构一样的零件了。也可以用在造型机上,可以用在任意的模具机械上面。铸造模具冲射砂气包,实现了高压气流吹均压射砂,环形芯盒模腔可均实充砂,确定了砂芯的结构强度。铸造模具采用了移动式浮动射头与吹气板,加砂位与射砂位分开,在避免了加砂阀跑砂的同时实现了射头下压射砂及吹气板下压吹气(工作台及芯盒不动),降低了机器运行能耗,缩短了运行周期。 铸造模具气动系统是由排气回路、顺序控制回路、电磁换向回路和调压回路等基本回路组成。由于采用电磁——气控,使该系统具有自动化程度高、动作互锁、保护优良和系统简单等优点。铸造模具是铸造行业中不能少的设备,它主要是用来制造砂芯成品的,使用它制造出来的产品表面光滑,尺寸,是一种加工铸造的良好产品。在铸造模具工作过程中,主要的系统当数它的气动系统了。它工作的好坏和快慢将影响整个加工的进度和质量。覆膜砂铸造模具的出现造就了模具行业,在使用之后也不会出现因安装错误而导致产品出现质量问题,如果是个人使用的话因没有经过的培训暂不提安装过程中的困难,就算是安装好之后,生产的产品质量也不可能确定。
 铸造模具箱体内零件冲突发热使光滑油粘度变化,影响其光滑功能;温度升高使箱体发生热变形,是温度不均匀散布的热变形和热应力,有色金属铸造对箱体的精度和强度有很大的影响。结构规划正确,如支点的安置、筋的安排、开孔位置和衔接结构的规划等均要有利于提升箱体的强度和刚度。灰铁铸件工艺性好,包含毛坯制作、机械加工及热处理、安装调整、设备固定、吊装运输、保护修理等各方面的工艺性。
铸造模具箱体内零件冲突发热使光滑油粘度变化,影响其光滑功能;温度升高使箱体发生热变形,是温度不均匀散布的热变形和热应力,有色金属铸造对箱体的精度和强度有很大的影响。结构规划正确,如支点的安置、筋的安排、开孔位置和衔接结构的规划等均要有利于提升箱体的强度和刚度。灰铁铸件工艺性好,包含毛坯制作、机械加工及热处理、安装调整、设备固定、吊装运输、保护修理等各方面的工艺性。 铸造模具的铸造流程:
1、淋砂:对涂上涂料的蜡件组淋石英砂,再浸入含氯化铵和氯化镁等材料的硬化槽中硬化后进行干燥,然后进行下一层的操作,此过程重复6次左右后完毕。
2、机加工:按图纸要求用CNC进行金加工。
3、注蜡:将液态蜡和固态蜡混合搅拌成糊状蜡膏,用注蜡枪将蜡膏注入金属模中,冷却后取出蜡模。
4、蜡件组合:加热不锈钢焊刀,将蜡模按工艺设计的要求焊接在浇口棒上。
5、热处理:铸件按材质的要求进行正火、退火、淬火回火、感应淬火、渗碳、氮化等热处理。
6、脱蜡:将表面涂料硬化后的蜡件组放置在失蜡槽中,用蒸气加热使蜡溶解脱落,剩下砂型模壳。
7、模具制作:我们根据样品或图纸做出产品的三维造型,并用此三维图制作铝制或钢制的模具。
8、粘浆:将蜡件组浸入含有水玻璃等涂料的缸中,涂上涂料。
9、模壳焙烧:将模壳放置焙烧炉中焙烧以增加其强度。
10、打磨:用砂轮机磨除浇冒口;用磨光机打磨不良表面。
11、切割:用氧气-乙炔焰从浇棒上切下铸件。
12、除壳:将铸件表面的砂用震动的方法去掉。
13、终检:用拉力机、冲击试验机、硬度机等检测设备对试棒进行机械性能的检测;用X光、特别波、磁粉探伤等检测设备对样件进行无损检测;用三座标和量具及卡规等检具对产品进行尺寸终检。
14、浇铸:将原材料装入中频电炉中熔化,加入金属无素进行材料,钢水温度升至1600度左右,炉前化学分析合格后将溶化的钢液通过浇包倒入模壳中,让钢液充满型腔然后冷却,并取样做炉后终检。
泊头市志航机械模具有限公司【http://www.btzhjxmj.com/】拥有一支长期从事铸造专注服务技术,具有丰富的铸造工艺、铸造设备、铸造模具设计制造经验的团队。有好的质量工程师5名,好的质量技师5名,技师10名,设计制造采用三维造型设计。现主要产品有铸造模具、射芯机、双工位射芯机、铁模覆砂生产线、翻转型射芯机、钢丸埋箱浇注线、铝型板、漏模机.顶箱机、砂箱.覆膜砂热芯盒、覆膜砂热壳模等模具,及铸造设备:覆膜砂半自动,全自动射芯机,翻转型壳芯机,铁膜覆砂生产线等。
铸造模具http://www.btzhjxmj.com/
射芯机http://www.btzhjxmj.com/
双工位射芯机http://www.btzhjxmj.com/
铁模覆砂生产线http://www.btzhjxmj.com/
翻转型射芯机http://www.btzhjxmj.com/
钢丸埋箱浇注线http://www.btzhjxmj.com/