品牌:河北威岳
精度:0-1-2-3
硬度:hb170-240
材质:ht250
起订:1台
供应:1000台
发货:3天内
立即购买
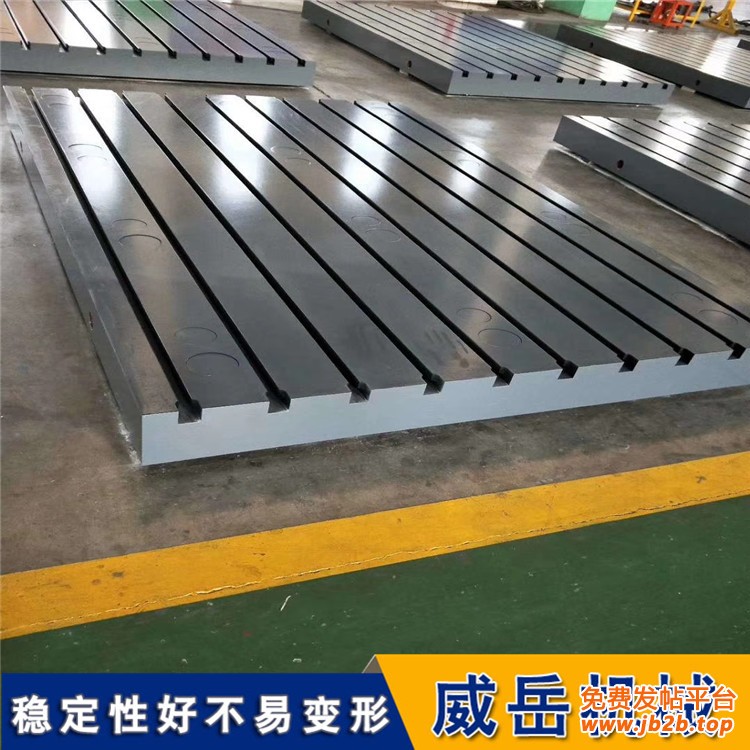
市场上急缺的综合指数较高的铸铁试验平台有哪些不同
控制铸铁试验平台烘干范围,铸铁试验平台砂型干燥不好也容易产生夹砂,为此砂型应有正确的烘干范围,干燥炉开始不能升温过快,否则会使砂型外的温度差,以致开裂,保温要有充裕的时间,以确保铸铁试验平台砂型烘干透彻,配箱后应尽快浇注,以免返潮。要想提高铸铁试验平台的质量先看铁水上升速度,以下是铸铁试验平台的质量说明,铁地板铁水在砂型中应有较高的上升速度,以减低上砂型受烘烤的程度铁水的上升速度与浇注方案有关。自下而上充型的倾斜浇般倾斜3°。能避免分散的铁水流,利于铸铁试验平台砂型的排气、减少铁水对砂型的热幅射和提高铁水的上升速度。而平傲立浇的工高铁水的上升速度。
选用恰当的浇铸位置:铸铁试验平台铸件的浇铸位置须有利于铁水平稳充型和型腔气体的排除,否则,会导致夹砂的问题。采用适宜的铸型,根据铸件的大小选择适宜的铸型。铁地板湿型一般适用于小件和平面不大、壁不厚的中件对于中、大的板类和用表干型和千型,一些大型铸铁试验平台可用热膨胀小、导热性好和热容量高和石墨粉砂或耐火砖作下型,既能重复使用,又能地增加砂型的排气,及时地排除型腔的水蒸汽及其它气体能有利于铁水的快充填和减轻高温气流对铁地板砂表层的起拱作用,有分凝聚区的水量和使其位置内移。因此在砂型上多放明出气冒口,分散排气是重要的。
确保铸铁试验平台砂型的制造质量,砂型的制造质量涉及产生夹砂的“临界时间”。如何精细地造型,提高砂型的整体强度,是防止夹搞好浇铸工艺和操作,为了防止夹砂问题,在浇铸工艺方面,应在保证不出现其它问题的前提下,力求用较低的浇铸温度作上,应避免断流和尽量用较快的速度浇铸。
怎样防止铸铁试验平台的气孔征及发现方法,筛状气孔比较均匀地分地分布于铸件的整个或大部分断面上。皮下气孔离铸件表面1~3mm处,出现密布的细小气孔。用铸铁试验平台外观检查,机械加工,抛丸清理或磁力探伤可发现。
当铸铁试验平台铁液中,气体含量较多,并且铁地板浇注温度过低,析出的气体来不及上浮和逸出铸件时产生。炉料本身气体含量高,或锈蚀严重,表面油脂物多。皮下针主要是由氢气造成。硅可减少氧在铸铁中的含量,却可增加氢含量,故高硅铸铁易出现氢气孔。炉料中含有铝时,也易产针。
炉料应进行妥善管理。对铁地板锈蚀严重或表面油脂物多的炉料,要经过清理或处理后,方可使用。对本身气含量高的炉料,应经重熔后,方可使用。炉前可加入适量的土,以便去气。控制合适的铁地板铁液出炉温度及浇注温度。炉缸、前炉和铁液包均需烘干。浇注时,要避免断流。孕育剂应充分预热。浇注时,须点火引气。材质太硬或太软。铸铁试验平台断面的宏观组织和微观组织不符合标准或技术条件。用断面观察,化学成析,金相检验,硬度试验等可以发现。铸铁试验平台碳硅当量偏低时,使材质偏硬,碳硅当量偏高时,则偏软。铁液过热不适当。正确配料,并防止操作时窜料。控制合适的过热温度。遵守铸铁试验平台操作规程及正确处理前孕育。
联系人威岳机械谢女士15350773479