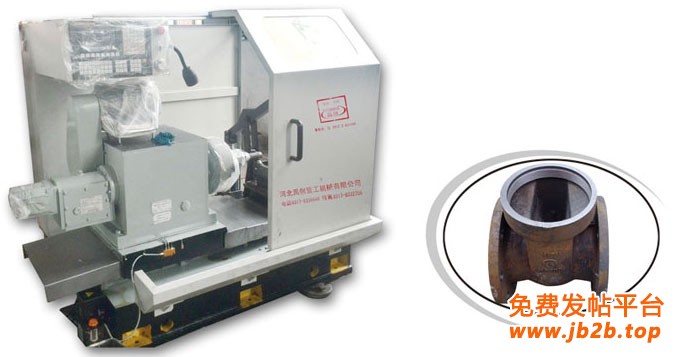
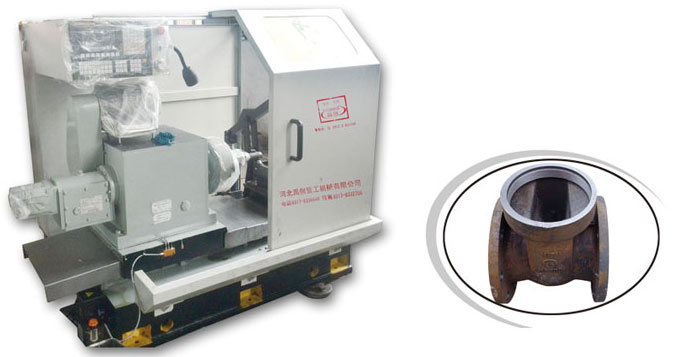
阀门单面数控镗车床采用数控系统控制,操作简单,快捷。加工速度快,提高加工效率,节省人工,降低成本。
阀门单面数控镗车床优点:
1、阀门单面数控镗车床适用于各种阀门:适用于各种阀体、管件的端面,外圆,平面及内孔的加工、加工效率高、减少人工,加工尺寸统一性高,操作简便。机床可以加工三个法兰面夹角成九十度的任意阀体、两法兰面在同一直线上的阀体、单独加工一个法兰面的阀体。
2、加工尺寸统一性高:本机床 采用数控控制系统无需重复对刀,从而提高尺寸的统一性。
3、加工效率高:在加工过程中数控机床采取动力头同时工作的方式可以在同一时间内完成整个阀体三端法兰面、端面、水线的加工。所需时间在1-3分钟。
4、减少人工:可一人同时操作两台车床或者同时操作一台车床与一台钻床。
5、操作简便:机床采用数控系统,有数控操作经验者一学即会。
 阀门双面机床电气控制PLC程序研究及故障分析
阀门双面机床电气控制PLC程序研究及故障分析其一、阀门机床电气控制PLC程序研究
随着计算机技术、微电子技术的快速发展,阀门机床的自动化水平有了明显的提高。当前的阀门机床电气控制系统还有一定的优化的空间。为了好地满足市场需求,进一步提高阀门机床的可操控性和加工精度,推动生产工艺的转型升级、新换代,相关研究人员应从多方面考虑,采用先进的设计方法,结合电气控制理论知识,做好阀门机床电气控制系统的设计工作。电气控制系统的控制能力对整个阀门机床的加工生产有重要影响。在实际应用中,应结合不同行业的实际需求,优化设计阀门机床的电气控制系统,合理设计该系统的各个模块,并基于PLC程序设计实现多种控制功能,从而不断提高阀门机床的运行效率。
PLC程序往往被看作阀门机床电气控制的关键性部分,其中阀门专机的PLC程序可达到几十毫秒~几百毫秒的处理时间,此速度完成能够满足绝大多数信息处理的要求,但就某些对响应速度要求较高的信号而言,此处理速度亦存有某些局限性。鉴于此,该立式加工中心把PLC程序设计划分成低级程序与程序两大部分,其中从控制功能角度把低级程序划分成若干模块进行编制。
其二、阀门机床电气系统故障分析
针对收集到电气故障以及维修数据进行初步整理,确定故障判据和故障统计原则,然后对该系列阀门机床电气控制与驱动系统故障部位和主要故障类型进行统计。从而找到故障频发部位和常见故障模式,并对其进行分析。
1、故障部位分析
对收集到故障数据进行分析,确定故障发生部位,并计算各个部位的故障频率,电气控制与驱动系统故障频发部位依次为:进给控制系统(25.64%)、主轴驱动控制系统(17.95%)、辅助装置控制系统(17.95%)、PLC输出系统(15.38%)、PLC输入系统(12.82%)、电源控制系统(10.26%)。
2、故障模式分析
机床电气系统主要故障类型为功能型故障、损坏型故障以及状态型故障。主要故障模式有元器件损坏、接触不良或断路、控制部件无/误动作、功能失效、回零不准、控制精度不稳、噪声、振动等。电气系统较频繁的故障类型为损坏型故障(28.21%)、其次是状态型故障(20.51%)、功能型故障(15.38%)、失调型故障(15.38%)、松动型故障(12.82%)、其他故障(7.69%)。
由以上数据可知:
(1)主轴驱动控制系统和进给控制系统为故障频发部位。主轴驱动控制系统和进给控制系统对于阀门机床实现正常的加工功能十分关键,其可靠性在很大程度上影响着整个电气控制与驱动系统的可靠性,后文将对主轴驱动控制和进给控制系统展开详细介绍和可靠性分析。
(2)电气故障的主要故障类型为损坏型,主要表现为:元器件损坏、开路、熔体熔断等。其次是状态型故障,主要表现为:示值异常、信号及测量精度不稳、振动、异响、灵敏度差等。因此,对于易发生开路、短路的元器件,定期检查换,选用好的材料。同时严格控制外购件的质量。定期做好除尘除污工作,防止灰尘、油污影响元器件正常工作。
河北禹创重工机械有限公司(http://www.hbyc982.com)是一家集科研开发生产各种多孔钻床的公司。三面数控镗车床、双面车床、硬密封闸阀专用机床设备销往浙江、江苏、上海、安徽、河南、河北、天津、辽宁等地。